Максимальная скорость (заг./мин): 180
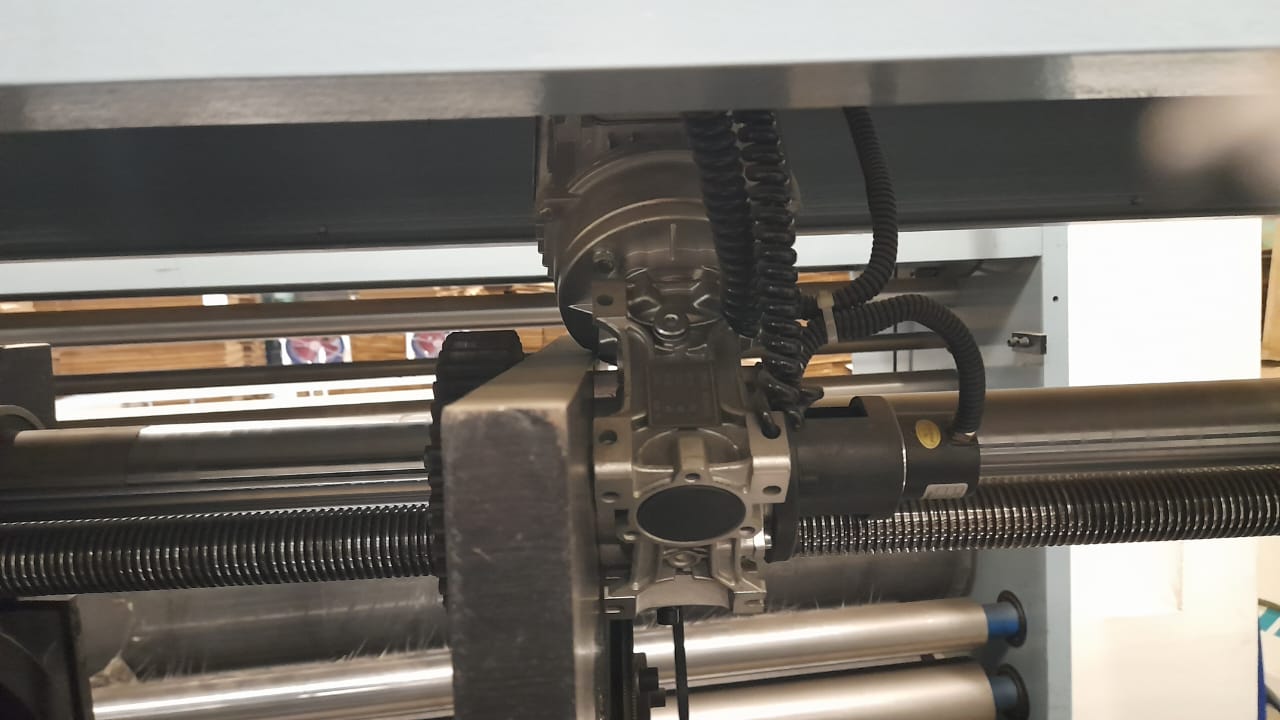
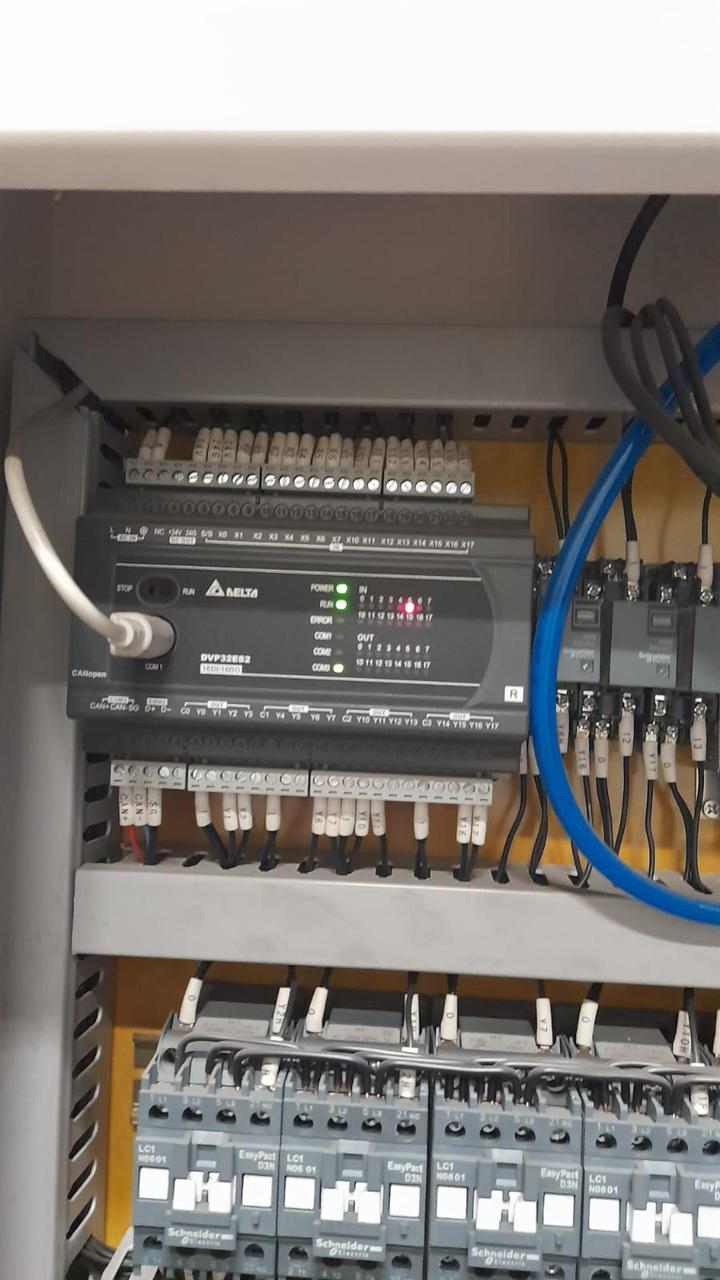
Компьютеризированная система управления: после ввода с сенсорного экрана порядка операций изготовления гофрокороба все осевые и окружные параметры секции подачи, секции флексографической печати, просекательно-рилевочной секции и секции ротационной высечки линии будут настроены автоматически, обеспечивая точность и надежность работы станка без непосредственного вмешательства персонала, что способствует внедрению полной автоматизации и повышению эффективности производства;
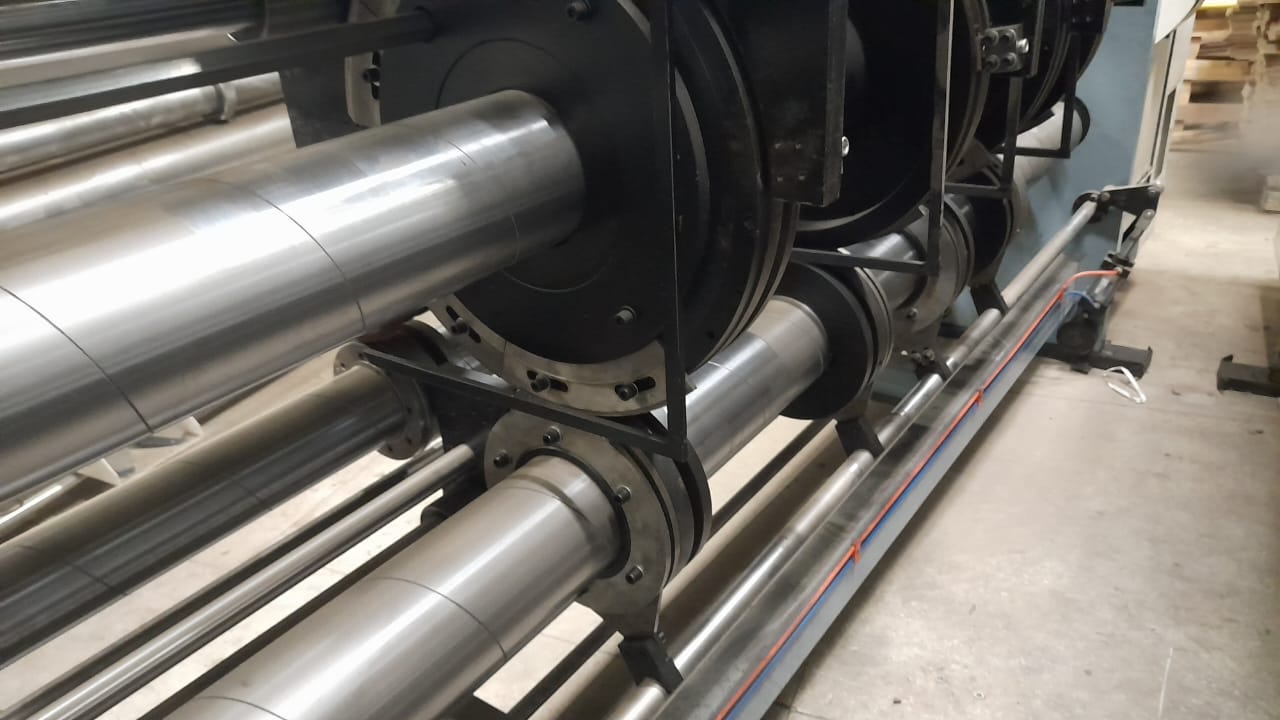
Вакуумно-роликовая подача обеспечивает точную подачу, снижение вибрации, длительный срок службы и простоту обслуживания
Высокая точность подачи и регулируемая толщина заготовки в диапазоне 1,5-10 мм;
Возможность снижения общей механической вибрации во избежание вибрации кулачков передачи для снижения отклонений высоты заготовки во время вращения тянущих роликов;
Левые/правые и задний ограничитель настраиваются с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления, а также выравнивания взаимно перпендикулярных сторон для обеспечения точности подачи.
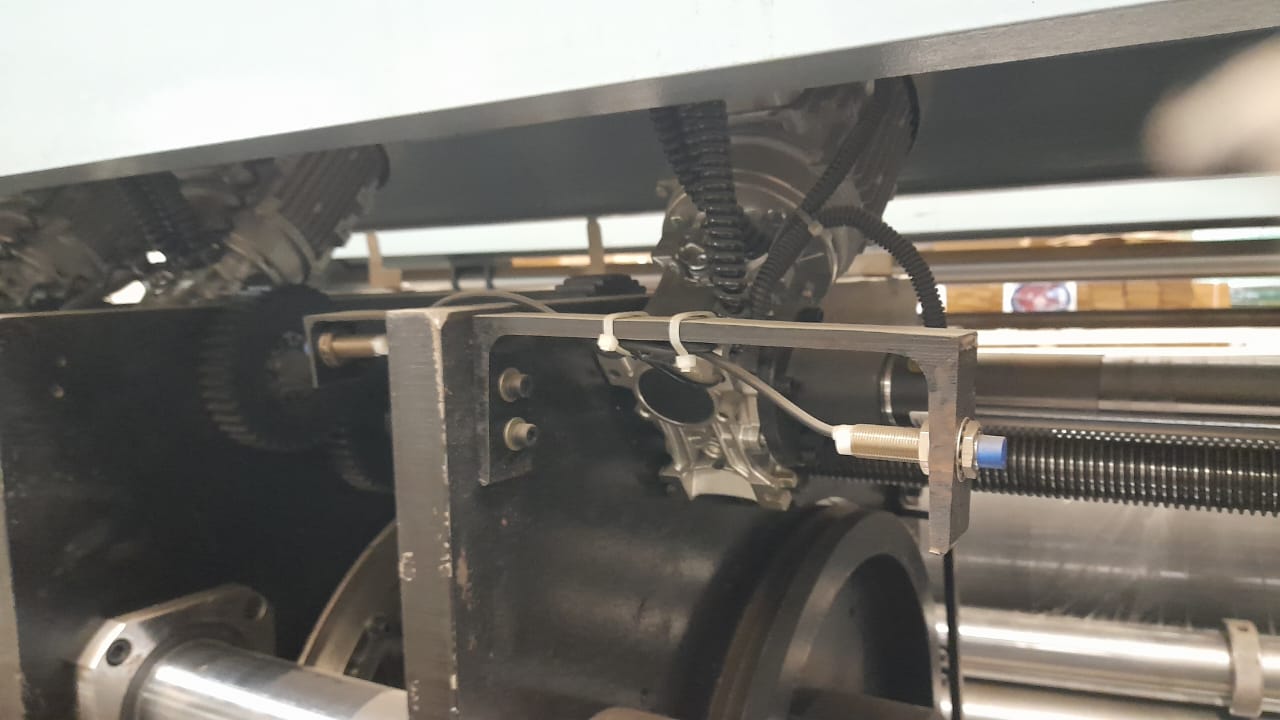
Подающий вал
Автоматическая установка на ноль
Системы удаления пыли
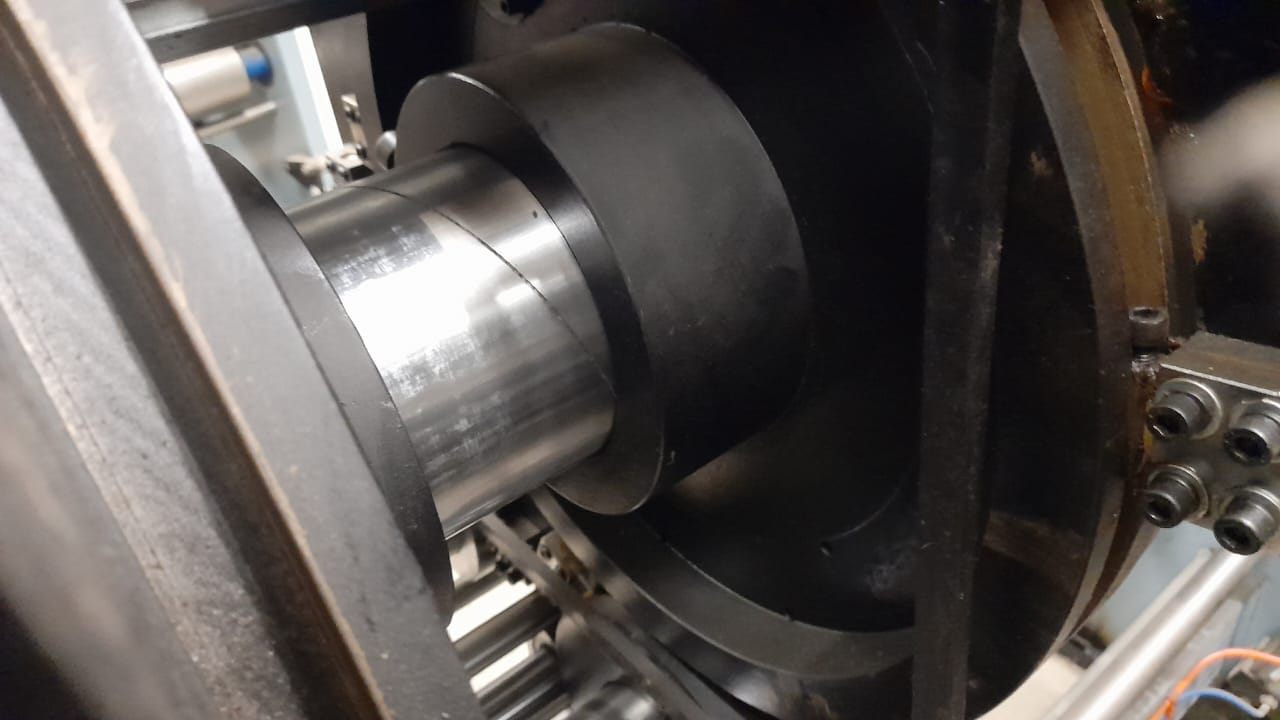
Печатный цилиндр
Настройка
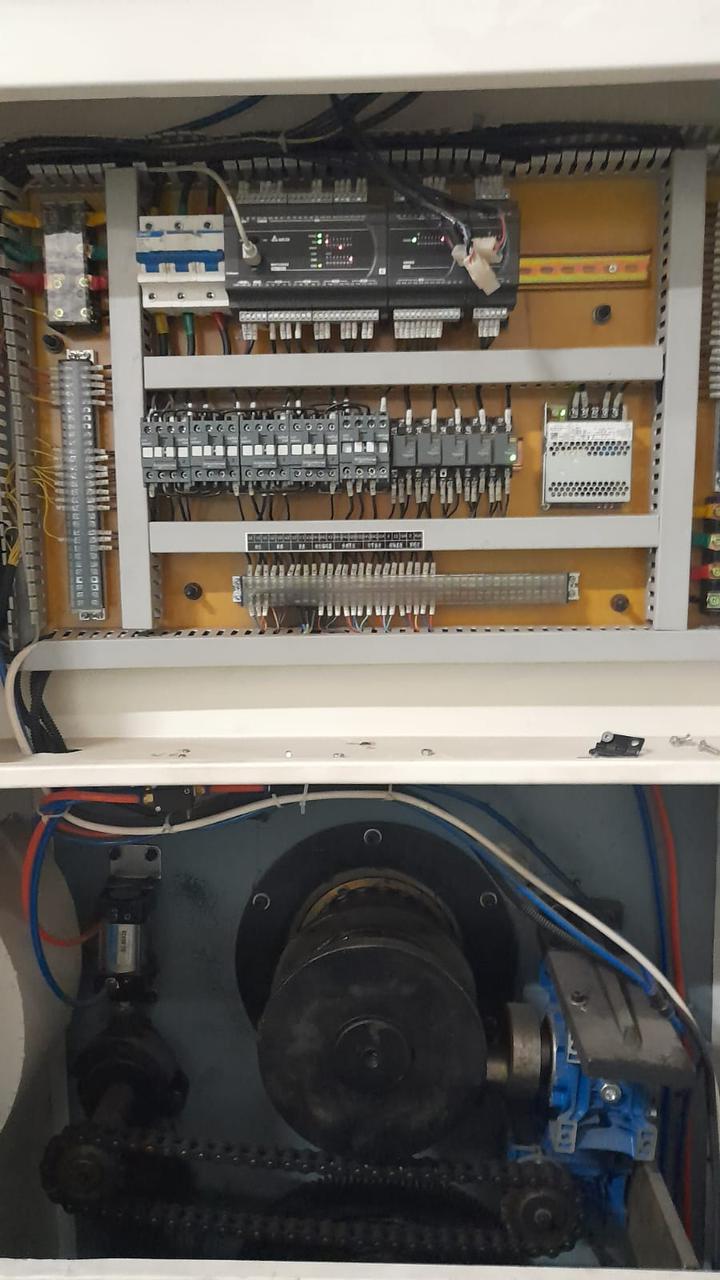
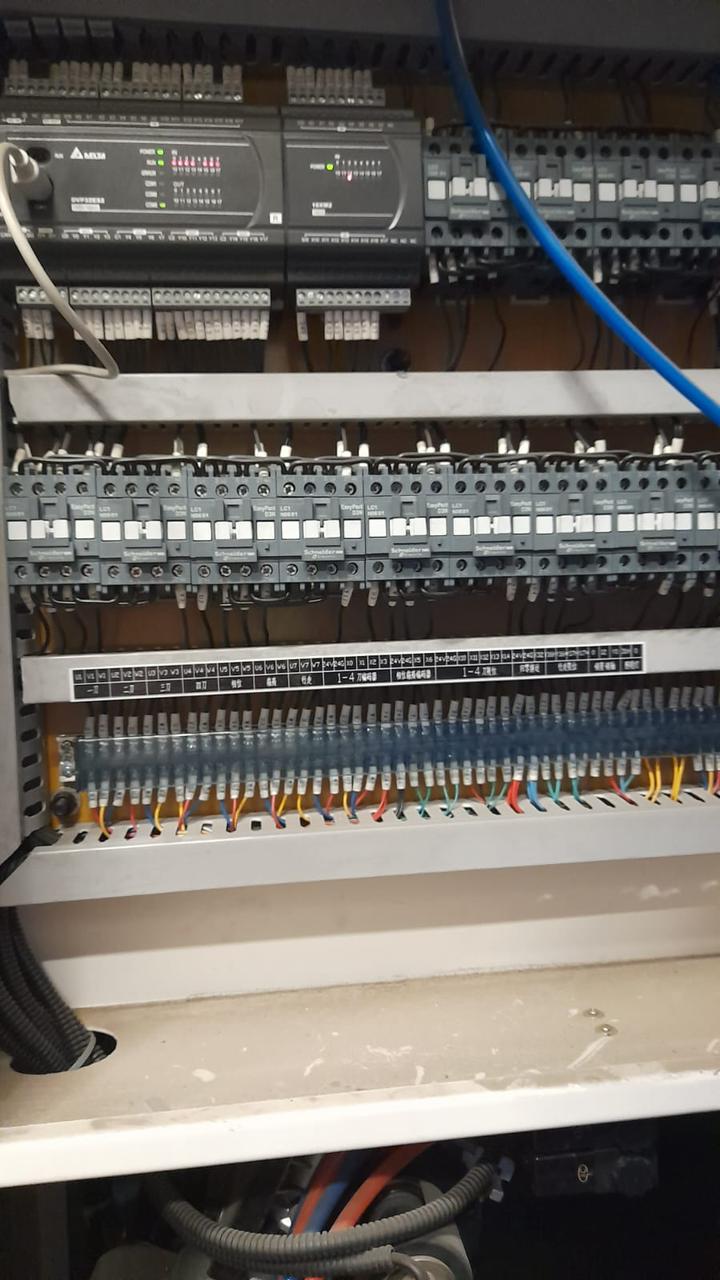
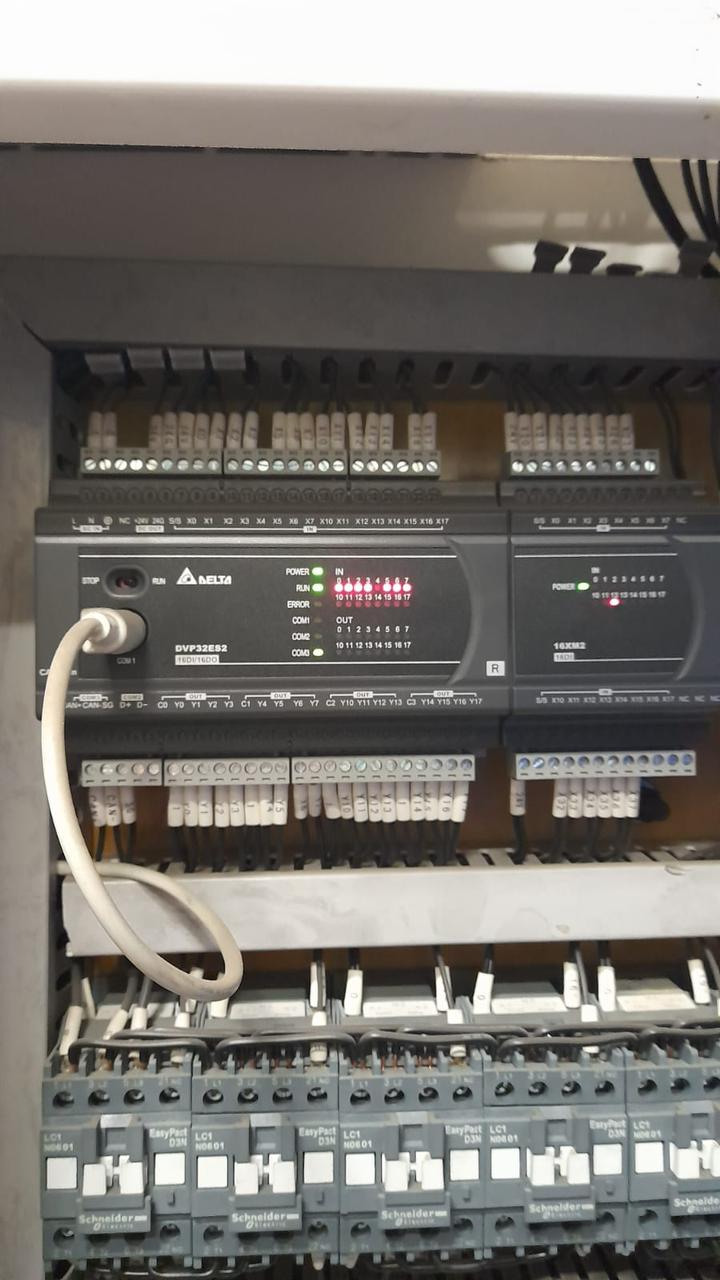
Панель управления ротационной секции
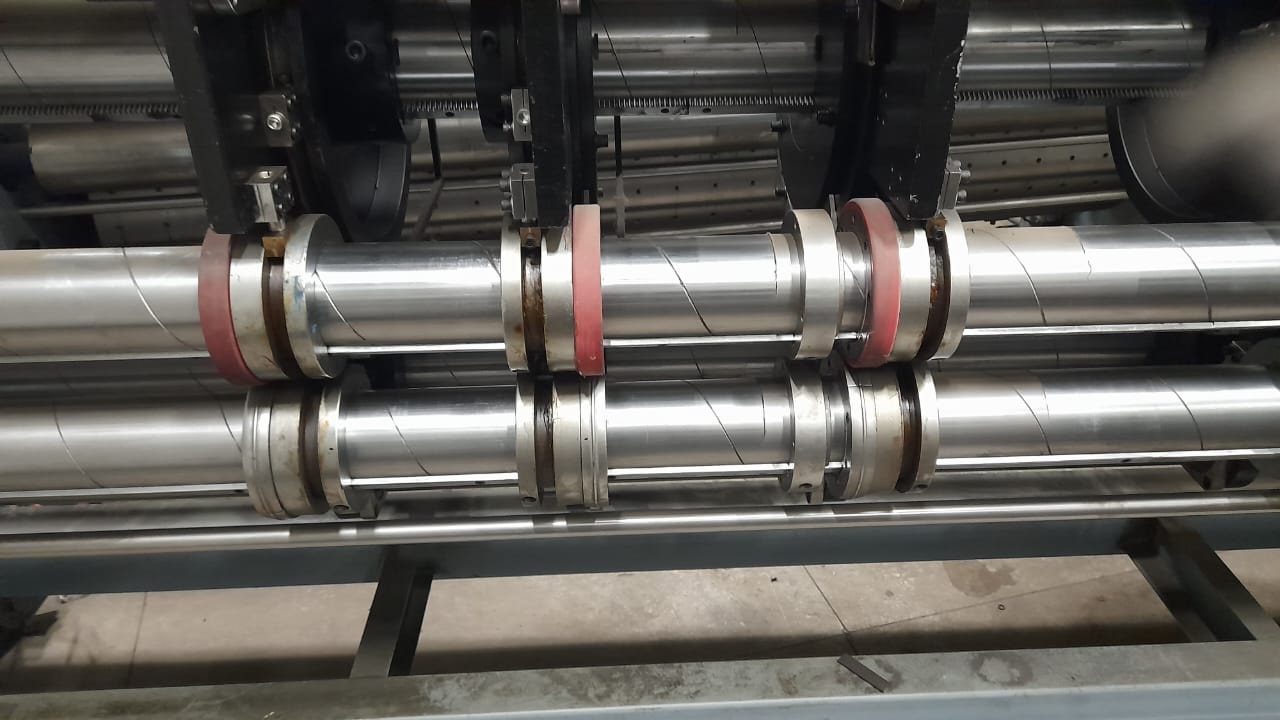
Широкая лента устройства для продольного съема листов управляется специальным двигателем и предназначена для автоматического перемещения элементов, высеченной секцией ротационной секцией, из узла, что обеспечивает возможность необходимой обработки.
Функция подсчета заготовок



























Вам куда удобнее отправить?

.jpeg "Линии для производства гофрокартона")






")



.jpg)








