.png)
Подающий вал
Автоматическая установка на ноль
Системы удаления пыли
.png)
Печатный цилиндр
Дукторный вал
.png)
Настройка стадии высекания пазов
Настройка осевого перемещения
.png)

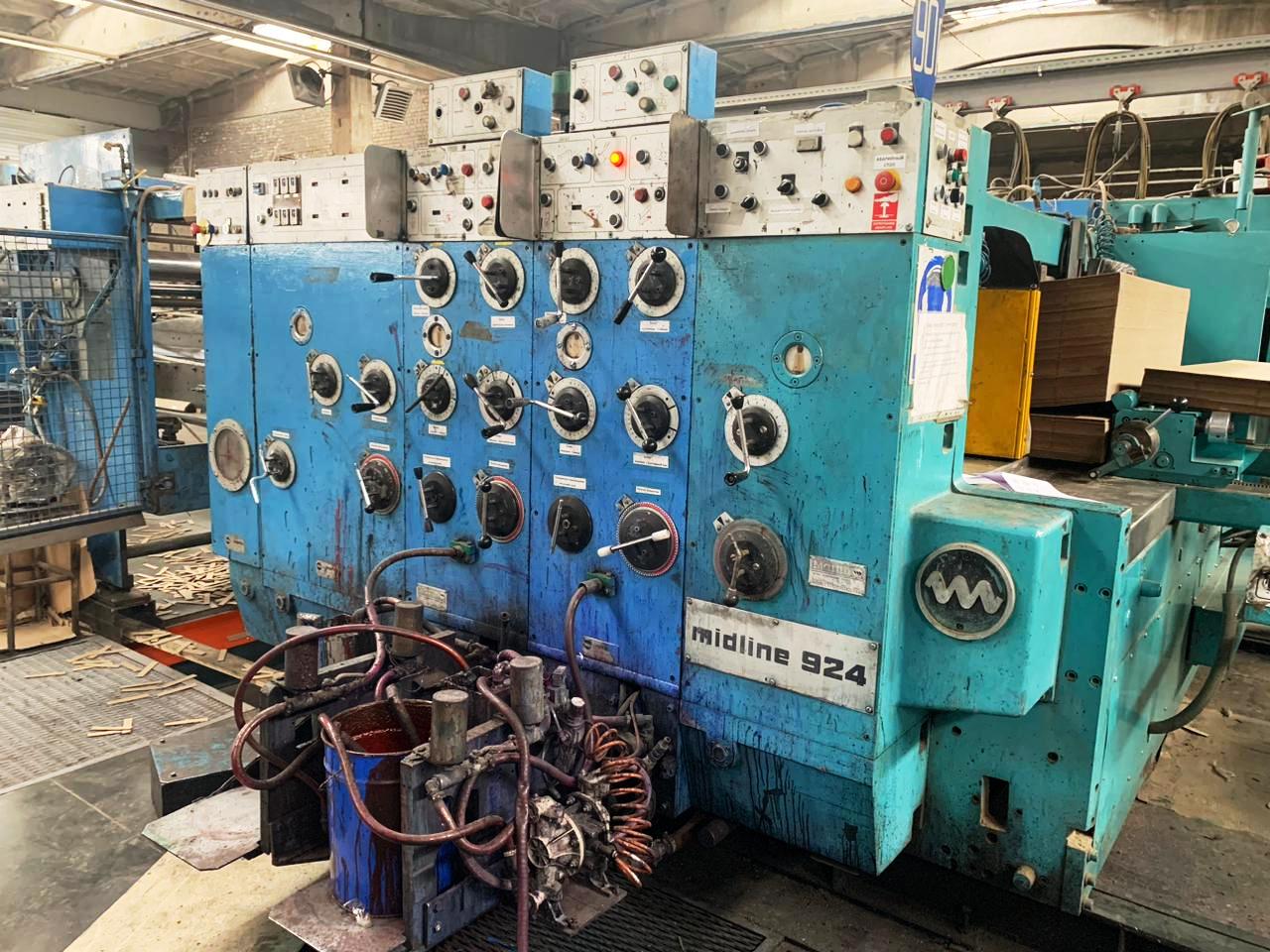
Панель управления ротационной секции

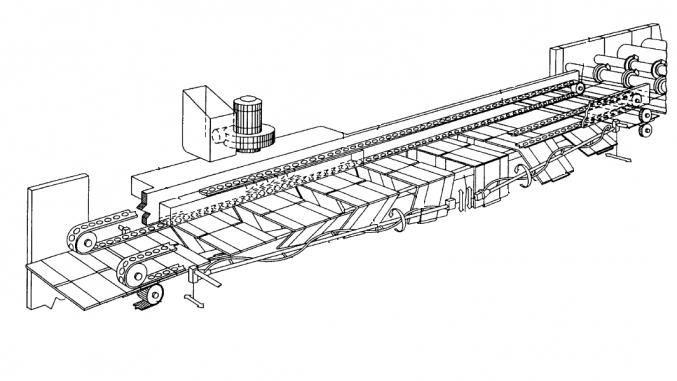
Автоматическая фальцевально-склеивающая секция обеспечивает автоматизацию заключительных технологических операций, производства картонной упаковки и поставляется в частично разобранном для удобства транспортировки виде и состоит из следующих функциональных узлов, обеспечивающих приема заготовки, склеивания, фальцевания, подсчета готовой продукции и укладывания в пачки (штабелирования).

ОСОБЕННОСТИ КОНСТРУКЦИИ










Вам куда удобнее отправить?

.jpeg "Линии для производства гофрокартона")






")