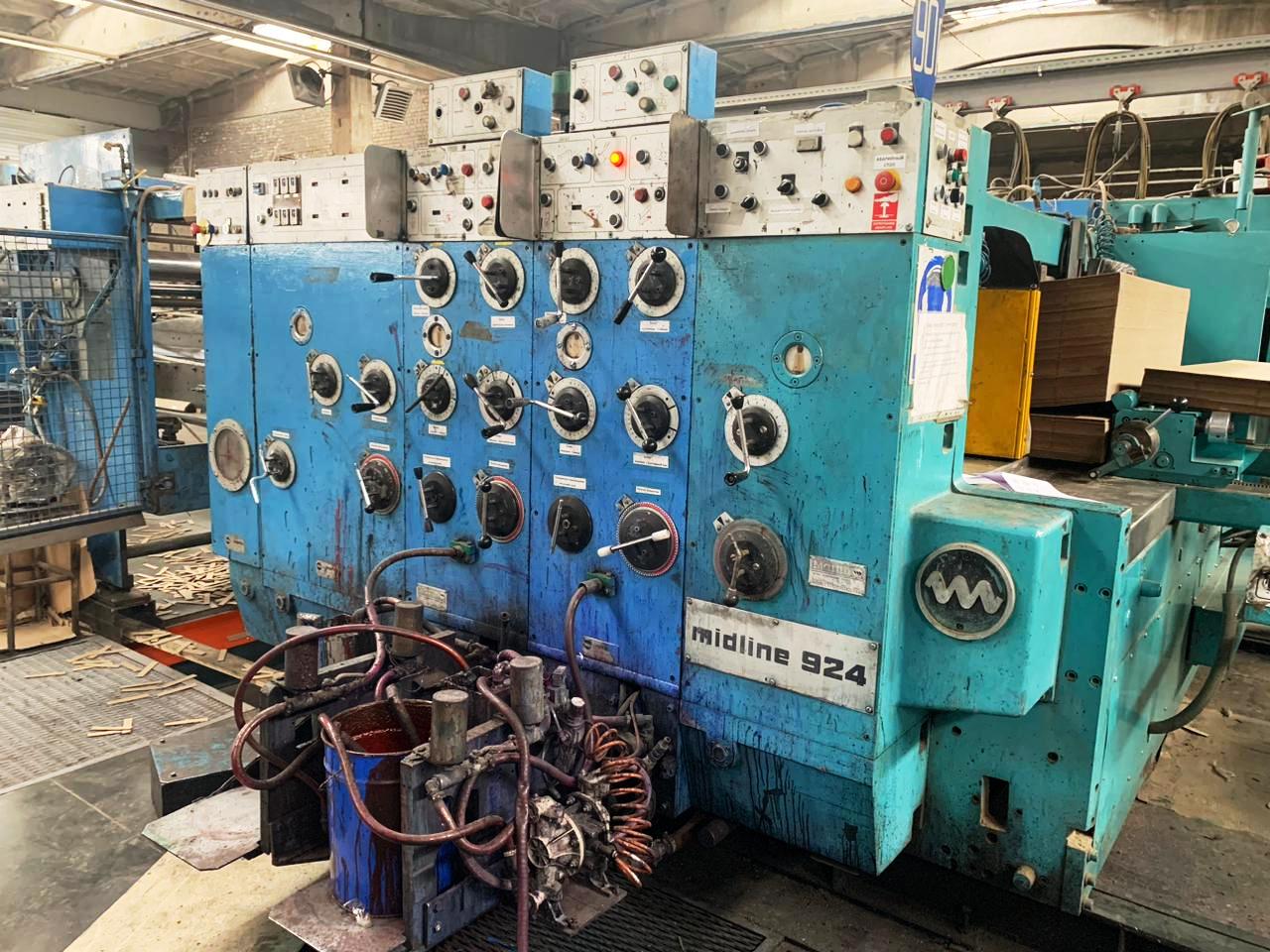
Панель управления ротационной секции
- Настройку фазировки и осевое перемещение высекального цилиндра можно выполнить с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления;
- Управление секцией осуществляется с помощью частотного преобразования с контролем в двух диапазонах скоростей;
- Секции печати и ротационной высечки управляются в автоматическом режиме, и даже они могут быть настроены во время работы станка.
- Штампонесущий цилиндр (нижний цилиндр)
- Штампонесущий цилиндр выполнен из качественной стали, прошел высокоточную механическую обработку, испытания под динамическими и статическими нагрузками;
- Расстояние между отверстиями под болты для крепления цилиндра: в осевом направлении: 100 мм; в радиальном направлении: 20 делений шкалы;
- Параметры штампонесущего цилиндра задаются с помощью сенсорного экрана и контролируются частотным преобразователем в двух диапазонах скоростей, а также планетарной зубчатой передачей в диапазоне 360 градусов (либо во время работы, либо при остановке);
- Смещение (в пределах 10 мм) цилиндра влево и вправо задается с помощью сенсорного экрана, где представлено множество параметров настройки и обеспечена возможность цифрового управления.
- Полиуретановый вал выполнен из стали высокого качества, прошел высокоточную механическую обработку, испытания под динамическими/статическими нагрузками, на поверхность нанесено полиуретановое покрытие, производство США, имеет осевое перемещение ±30 мм
- Полиуретановый вал оснащен самозаписывающим устройством и дифференциальным компенсатором для контроля скорости вращения опорного цилиндра, диапазон компенсации составляет ±3 мм;
- Полиуретановый вал оснащен системой балансировки, обеспечивающей равномерность и гладкость покрытия для продления его срока службы и снижения расходов.
Дифференциальный компенсатор
- Для автоматической компенсации изменения линейной скорости вследствие использования балансированного покрытия полиуретанового вала предусмотрена функция автоматической дифференциальной компенсации, что гарантирует точность высекания.
- Если вследствие балансировки диаметр полиуретанового вала уменьшается, его линейная скорость также уменьшается, в случае, если на конце полиуретанового вала установлено дифференциальное устройство, оно способно поддерживать линейную скорость на одном уровне с штампонесущем цилиндром, таким образом обеспечивая одинаковый размер обработанных заготовок в каждой партии.
При этом даже при двойной балансировке требование по качеству высекания удовлетворяется. Описанная компенсация обеспечивается системой управления двигателем.
.png)
.png)











.jpeg "Линии для производства гофрокартона")






")